EP1737664B1 - Prägevorrichtung - Google Patents
Prägevorrichtung Download PDFInfo
- Publication number
- EP1737664B1 EP1737664B1 EP05733320A EP05733320A EP1737664B1 EP 1737664 B1 EP1737664 B1 EP 1737664B1 EP 05733320 A EP05733320 A EP 05733320A EP 05733320 A EP05733320 A EP 05733320A EP 1737664 B1 EP1737664 B1 EP 1737664B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- transfer
- foil
- press
- coating
- press roller
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F19/00—Apparatus or machines for carrying out printing operations combined with other operations
- B41F19/02—Apparatus or machines for carrying out printing operations combined with other operations with embossing
- B41F19/06—Printing and embossing between a negative and a positive forme after inking and wiping the negative forme; Printing from an ink band treated with colour or "gold"
- B41F19/062—Presses of the rotary type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M1/00—Inking and printing with a printer's forme
- B41M1/24—Inking and printing with a printer's forme combined with embossing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/025—Duplicating or marking methods; Sheet materials for use therein by transferring ink from the master sheet
- B41M5/03—Duplicating or marking methods; Sheet materials for use therein by transferring ink from the master sheet by pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41P—INDEXING SCHEME RELATING TO PRINTING, LINING MACHINES, TYPEWRITERS, AND TO STAMPS
- B41P2217/00—Printing machines of special types or for particular purposes
- B41P2217/10—Printing machines of special types or for particular purposes characterised by their constructional features
- B41P2217/11—Machines with modular units, i.e. with units exchangeable as a whole
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41P—INDEXING SCHEME RELATING TO PRINTING, LINING MACHINES, TYPEWRITERS, AND TO STAMPS
- B41P2217/00—Printing machines of special types or for particular purposes
- B41P2217/10—Printing machines of special types or for particular purposes characterised by their constructional features
- B41P2217/14—Machines with constructions allowing refurbishing, converting or updating existing presses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41P—INDEXING SCHEME RELATING TO PRINTING, LINING MACHINES, TYPEWRITERS, AND TO STAMPS
- B41P2219/00—Printing presses using a heated printing foil
- B41P2219/50—Printing presses using a heated printing foil combined with existing presses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41P—INDEXING SCHEME RELATING TO PRINTING, LINING MACHINES, TYPEWRITERS, AND TO STAMPS
- B41P2219/00—Printing presses using a heated printing foil
- B41P2219/50—Printing presses using a heated printing foil combined with existing presses
- B41P2219/51—Converting existing presses to foil printing presses
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/11—Methods of delaminating, per se; i.e., separating at bonding face
- Y10T156/1168—Gripping and pulling work apart during delaminating
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/11—Methods of delaminating, per se; i.e., separating at bonding face
- Y10T156/1168—Gripping and pulling work apart during delaminating
- Y10T156/1174—Using roller for delamination [e.g., roller pairs operating at differing speeds or directions, etc.]
Definitions
- the invention relates to a device and a method for transferring imaging layers from a carrier foil to printed sheets according to the preamble of claims 1 and 5.
- a printing material and a printing apparatus using this material are described.
- a sheet-processing machine which has a feeder and a boom, wherein printing units and a coating module are arranged between the two units.
- an adhesive pattern is applied by means of the planographic printing process. This adhesive pattern is applied in a cold printing process and has a specific imaging subject.
- a film guide is provided in the printing unit following the coating module with a counter-pressure cylinder and a press roller.
- the transfer film has a carrier layer on which imaging layers such as metallic layers, for example of aluminum, can be applied. Between the metallic layer and the carrier film, a separating layer is provided, which ensures that the metallic layer can be removed from the carrier layer.
- each sheet is given an adhesive pattern.
- the sheet is passed through the coating module, being brought by means of the press roller on the impression cylinder resting sheet with the film material in combination.
- the downwardly lying metallic layer enters into a close connection with the areas provided with adhesive on the printed sheet.
- the metallic layer adheres only in the area provided with the adhesive pattern.
- the carrier film is thus removed from the metallic layer in the region of the adhesive pattern.
- transfer film is wound up again.
- the print sheet is laid out in the coated state. It is known to use such coating modules, for example in printing units of printing presses. A disadvantage of the known devices is that they can not be used flexibly.
- the object of the invention is therefore to provide a device by means of which the transfer of an imaging layer, e.g. a metallization layer can be done on a sheet safely, economically and accurately, the device should be manageable for an extended range of applications.
- an imaging layer e.g. a metallization layer
- the device is designed so that a press roll has a pressing surface which occupies a partial area of the total area of a printed sheet.
- press surfaces are designed as tensionable segments or as cut-out rubber blankets or as passably produced, preferably photopolymer high-pressure plates or as detachable, for example under magnetic action, attachable pressing segments.
- the device can also be advantageously used in order to improve the use of the film by dividing the transfer film into one or more partial film webs of lesser width. In combination with the above-mentioned method, it is thus also possible to use different types of film side by side.
- the control of the transfer film is such that when passing through a gripper of the sheet-guiding impression cylinder receiving cylinder channel of the film feed is stopped, wherein the press roller then passes under the transfer film sliding.
- the image-forming layer can be applied by means of so-called UV negative-pressure ink.
- the UV negative pressure ink is applied by means of the printing unit for the adhesive in a corresponding manner via an offset printing plate.
- the application of different imaging coatings or metallization layers within a subject can take place one after the other.
- the film supply roll 8 is assigned to the coating module 2 on the sheet feed side.
- the film supply roll 8 has a rotary drive 7.
- the rotary drive 7 is required for the continuous controlled feeding of the transfer film 5 to the coating module 2 and is therefore controllable.
- film feed and removal guide devices 14 such as deflection or tensioning rollers, pneumatically actuated conducting means, baffles o. ⁇ . Provided.
- the guide devices 14 may also contain aids for introducing the transfer film 5. In this case, automatic retraction aids for the film web of the transfer film 5 can be used.
- the transfer film 5 can be guided around the press roll 3, wherein the transfer film 5 can advantageously be fed and discharged from the press nip 6 only from one side of the coating module 2 (see dashed representation).
- the film web may differ from the illustration to Fig. 1 and depending on the space conditions on the one side of the coating module 2 advantageously in the feeding strand and the laxative strand are guided closely parallel to each other.
- the transfer film 5 can also be fed in and out substantially tangentially on the press roll 3 or wrap it around the press nip 6 only in a small circumferential angle.
- the transfer film 5 is supplied from one side of the coating module 2 and discharged to the opposite side of the coating module 2.
- a film collection roller 9 On the outlet side of the printing unit, a film collection roller 9 is shown. On the film collecting roll 9, the used film material is wound up again. Again, a rotary drive 7 is provided for the optimized production, which is controllable. In essence, the transfer film 5 could also be moved by the rotary drive 7 on the outlet side and kept taut on the inlet side by means of a brake. A film control is possible in this context with dancer roller 18 mentioned later.
- the press roll 3 is therefore provided with a press fabric 10 or as a roll with a corresponding coating.
- the press fabric 10 or press coating for example, as a plastic coating, comparable to a Blanket or blanket, be executed.
- the surface of the press fabric 10 or press coating is preferably very smooth. It can also be formed from antiadhesive substances or structures. Here, for example, a relatively hard structure in the form of very fine spherical caps comes into question.
- a press fabric 10 is held on the press roll 3 in a cylinder channel on jigs.
- the press fabric 10 may be equipped to improve the transmission properties in the transfer nip 6 with a targeted elasticity. This may optionally act in a compressible intermediate layer. This compressibility is preferably similar or less than in conventional blankets or blankets, which can also be used at this point.
- the mentioned compressibility can be produced by means of a conventional compressible printing blanket.
- combined fabrics made of a hard blanket and a soft pad can be used.
- a limited pressing surface can be provided directly on the press roll 3 or on the press fabric 10. This can be worked out of the surface of the press fabric 10 or it can be additionally attached as a partial surface of the material of the press fabric 10 on the press roller 3.
- a further improvement of the film utilization of the type described results from the fact that the transfer film 5 is divided into one or more Operafolienbahnen lesser width.
- the utilization of the transfer film 5 can be improved even in zonally different lengths coating areas within a sheet.
- each partial film web is conveyed only exactly in the area where the imaging surface layer is to be applied. In the areas not to be coated, each partial film web can be stopped independently of the other partial film webs, whereby no unnecessary film consumption arises.
- the imagewise applied adhesive layer can be predried by means of a first dryer 16 (intermediate dryer I), so that the wear layer of the transfer film 5 adheres better.
- the adhesive effect of the applied wear layer on the printed sheet can be improved by the action of a second dryer 16 (intermediate dryer II) by additionally accelerating the drying of the adhesive.
- the quality of the coating can be controlled by means of an inspection or monitoring device 17 after the foil application.
- the inspection device 17 is directed to a sheet-guiding surface of the coating module 2 after the transfer nip 6 and optionally sealed off from the dryer 16 or on a sheet-guiding surface of the coating module 2 downstream further sheet leading module.
- the coated sheet passing there can thus be checked for completeness and quality of the coating. As poorly recognized printed sheets can be marked or rejected in a sorter as waste.
- the coating module may be provided with means for conditioning the transfer film in order to improve the layer transfer and the coating result.
- the film web 5 can be influenced by means of the film guiding device 14.
- a contoured segmented pressing surface 21 should be provided as the surface of the press roll 3.
- a segmented pressing surface 21 limited to one or more regions to be coated is used on the pressing roller 3.
- the segmented pressing surface 21 may be formed as an isolated surface element, as an annular, narrow surface element encircling the press roll 3, as a surface line following a limited peripheral portion covering over the width of the press roll 3 reaching surface element or in the form of several such surface elements.
- a provided on its underside with a magnetic adhesive surface Anyaksegment 22 may for example be placed directly on the surface of the press roll 3.
- a magnetic film can be clamped onto the surface of the press roll 3, on the then for attaching or positioning the segmented pressing surface 21, a pressure pad 22 with magnetically adhering equipped back is placed.
- the surface and the inner structure of the An horrsegmentes 22 should correspond to the information described above with respect to elasticity and smoothness.
- a compressible pad 23 may be provided which carries a preferably smooth relatively firm functional layer 24.
- this limited segmented pressing surface 21 is that - as in the passage of the cylinder channel 19 - the entrapment of the transfer film 5 is given only when the segmented pressing surface 21, the transfer film 5 touching the transfer nip 6 passes. In other words, the pressing surface 21 should only act on the transfer film 5, where actually imaging layers are to be transferred from the transfer film 5 to the printing sheet.
Description
- Die Erfindung betrifft eine Vorrichtung und ein Verfahren zum Transfer bildgebender Schichten von einer Trägerfolie auf Druckbogen nach dem Oberbegriff der Patentansprüche 1 und 5.
- Es ist bekannt metallische Schichten auf Druckbogen mittels eines Folientransferverfahrens herzustellen. So ist in der
EP 0 569 520 B1 ein Druckmaterial und eine Druckvorrichtung, die dieses Material verwendet, beschrieben. Dabei ist eine Bogen verarbeitende Maschine gezeigt, die einen Anleger und einen Ausleger aufweist, wobei zwischen beiden Aggregaten Druckwerke und ein Beschichtungsmodul angeordnet sind. In wenigstens einem der Druckwerke wird ein Klebstoffmuster mittels des Flachdruckverfahrens aufgetragen. Dieses Klebstoffmuster ist in einem kalten Druckverfahren aufgebracht und weist ein bestimmtes bildgebendes Sujet auf. In dem dem Druckwerk folgenden Beschichtungsmodul mit einem Gegendruckzylinder und einem Presswalze ist eine Folienführung vorgesehen. Diese ist in der Art konzipiert, dass von einer Folienvorratsrolle ein Folienstreifen bzw. eine Transferfolie durch den Transferspalt des Beschichtungsmodules zwischen dem Gegendruckzylinder und der Presswalze geführt wird. Der Folienstreifen wird auf der Auslaufseite nach dem Verlassen des Beschichtungsmodules wieder aufgewickelt. Die Transferfolie weist eine Trägerschicht auf, auf der bildgebende Schichten wie metallische Schichten, beispielsweise aus Aluminium, aufgebracht sein können. Zwischen der metallischen Schicht und der Trägerfolie ist eine Trennschicht vorgesehen, die dafür sorgt, dass die metallische Schicht von der Trägerschicht abziehbar ist. - Aus der
EP 0 441 596 A1 ist ein Verfahren und eine Vorrichtung zum Auftragen von Bildern bekannt. Dort werden zum Auftragen von Sicherheitselementen, wie Hologrammen, auf Bedruckstoffbogen die Sicherheitselemente tragende Folienstreifen an einer Presswalze vorbei über die Bedruckstoffbogen geführt. Die Presswalze ist an ihrer Oberfläche mit Ausschnitten versehen, so dass nur kurze Bereiche zum Anpressen der Bahnen gegen die Bedruckstoffbogen vorhanden sind. Die Folienstreifen werden im Bereich der Ausschnitte nicht angepresst und dabei im Transport angehalten oder rückwärts transportiert. - Beim Transport von Druckbogen durch das Druckwerk wird jeder Druckbogen mit einem Klebstoffmuster versehen. Danach wird der Druckbogen durch das Beschichtungsmodul geführt, wobei mittels der Presswalze der auf dem Gegendruckzylinder aufliegende Druckbogen mit dem Folienmaterial in Verbindung gebracht wird. Dabei geht die nach unten liegende metallische Schicht eine enge Verbindung mit den mit Klebstoff versehenen Bereichen auf dem Druckbogen ein. Nach dem Weitertransportieren des Druckbogens haftet die metallische Schicht lediglich im Bereich der mit Klebstoff versehenen Muster an. Der Trägerfolie wird also die metallische Schicht im Bereich der Klebstoffmuster entnommen. Die auf diese Weise verbrauchte Transferfolie wird wieder aufgewickelt. Der Druckbogen wird im beschichteten Zustand ausgelegt.
Es ist bekannt derartige Beschichtungsmodule beispielsweise in Druckwerken von Druckmaschinen einzusetzen. Nachteilig an den bekannten Vorrichtungen ist, dass sie nicht flexibel einsetzbar sind. - Aufgabe der Erfindung ist es daher eine Vorrichtung vorzusehen mittels derer der Übertrag einer bildgebenden Schicht z.B. einer Metallisierungsschicht, auf einen Druckbogen sicher, wirtschaftlich und exakt erfolgen kann, wobei die Vorrichtung für ein erweitertes Spektrum an Anwendungen handhabbar sein soll.
- Die Lösung dieser Aufgabe ergibt sich in einer Vorrichtung gemäß den Merkmalen des Patentanspruches 1 und in einem Verfahren gemäß den Merkmalen des Patentanspruches 5.
- In vorteilhafter Weise wird die Vorrichtung so ausgestaltet, dass eine Presswalze eine Pressfläche aufweist, die eine Teilfläche der Gesamtfläche eines Druckbogens einnimmt.
- In vorteilhafter Weise sind derartige Pressflächen als spannbare Segmente oder als ausgeschnittene Gummitücher oder als passgerecht hergestellte, vorzugsweise photopolymere Hochdruckplatten oder als lösbar, beispielsweise unter magnetischer Wirkung, anbringbare Presssegmente ausgeführt.
- Die Vorrichtung ist in vorteilhafter Weise auch einsetzbar, um eine Verbesserung der Folienausnutzung dadurch zu erreichen, dass die Transferfolie in eine oder mehrere Teilfolienbahnen geringerer Breite aufgeteilt wird. In Kombination mit dem vorgenannten Verfahren können so auch unterschiedliche Folienarten nebeneinander eingesetzt werden.
- Zur Sicherung der Wirtschaftlichkeit des Beschichtungsverfahrens ist vorgesehen, den Folienvorschub derart zu steuern, dass die Transferfolie dann angehalten wird, wenn keine Übertragung der bildgebenden bzw. Metallisierungsschicht erfolgt.
- Die Steuerung der Transferfolie derart erfolgt, dass beim Durchlaufen eines die Greifer des bogenführenden Gegendruckzylinders aufnehmenden Zylinderkanales der Folienvorschub angehalten wird, wobei die Presswalze dann unter der Transferfolie gleitend durchläuft.
- Zur Verbesserung der Glanzwirkung kann die bildgebende Schicht mittels so genannter UV-Unterdruckfarbe aufgebracht werden. Die UV-Unterdruckfarbe wird mittels des Druckwerkes für den Kleber in entsprechender Weise über eine Offsetdruckplatte aufgebracht.
- Vorteilhafterweise ist es auch möglich, mehrere Beschichtungsmodule innerhalb einer Bogen verarbeitenden Maschine hintereinander vorzusehen. Damit kann die Aufbringung verschiedener bildgebenden Beschichtungen bzw. Metallisierungsschichten innerhalb eines Sujets nacheinander erfolgen. Hierbei ist es möglich, über ein einziges Klebermuster mit allen Bildmusterelementen die bildgebende Schichten nebeneinander zu übertragen. Es ist auch möglich ein erstes Klebermuster in einem ersten Beschichtungsmodul mit einer ersten bildgebenden Beschichtung bzw. Metallisierungsschicht zu versehen und überlagernd im Folgenden ein weiteres, das erste einschließende Klebermuster aufzutragen und mit einer anderen bildgebenden Beschichtung bzw. Metallisierungsschicht zu versehen.
- Im Folgenden wird die Erfindung anhand von Figuren näher dargestellt.
- Dabei zeigt:
- Figur 1
- eine grundsätzliche Darstellung einer Druckmaschine mit einer Folientransfereinrichtung und
- Figur 2
- den Aufbau eines Beschichtungsmodules mit einer Folientrans- fereinrichtung und
- Figur 3
- eine Presswalze eines Beschichtungsmodules und
- Figur 4
- ein Detail der Presswalze.
- In
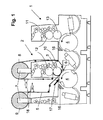
Figur 1 ist eine Bogen verarbeitende Maschine, hier eine Druckmaschine, gezeigt, die aus wenigstens zwei Druckwerken besteht. Die beiden Druckwerke werden für folgende Zwecke eingesetzt: - Ein zu beschichtender Druckbogen wird in einem ersten Arbeitschritt mit einem bildgebenden Klebstoffmuster versehen. Der Auftrag des Klebers erfolgt im einer als Auftragwerk 1 konfigurierten Vorrichtung, z.B. einem konventionellen Druckwerk einer Offsetdruckmaschine über dort vorhandene Farb- und Feuchtwerke 11, eine Druckplatte auf einem Plattenzylinder 12, einen Drucktuch- oder Gummizylinder 13 und einen Gegendruckzylinder 4. Gleichfalls sind hier Auftragwerke in Form von Flexodruckeinheiten oder Lakkierwerken einsetzbar.
- Danach wird in einem zweiten Schritt gemeinsam mit einem Druckbogen eine Transferfolie 5 durch einen Transferspalt 6 geführt, wobei die Transferfolie 5 im Transferspalt 6 gegen den Druckbogen gepresst wird. Hierzu wird ein Beschichtungsmodul 2 verwendet, das einem Druckwerk oder einem Lackmodul oder einer Basiseinheit oder einer andersartigen Verarbeitungsstation einer Bogenoffsetdruckmaschine entsprechen kann.
- Der Transferspalt 6 im Beschichtungsmodul 2 wird durch eine Presswalze 3 und einen Gegendruckzylinder 4 gebildet.
Hierbei kann die Presswalze 3 einem Drucktuchzylinder und der Gegendruckzylinder 4 einem Gegendruckzylinder eines an sich bekannten Offsetdruckwerkes entsprechen.
Weiterhin kann die Presswalze 3 einem Formzylinder und der Gegendruckzylinder 4 einem Gegendruckzylinder eines Lackmodules einer Bogendruckmaschine entsprechen. - Weiterhin kann dem Beschichtungsmodul 2 nachgeschaltet ein so genanntes Kalandrierwerk vorgesehen werden, wenn der beschichtete Druckbogen zur Steigerung der Haftung der Beschichtung bzw. zur Steigerung von Glätte und Glanz des Druckbogens unter erhöhtem Druck überwalzt werden soll.
Innerhalb des für den Folientransfer genutzten Beschichtungsmodules 2 ist eine Bahnführung für Transferfolien 5 dargestellt.
Für die Verarbeitung in Frage kommende Transferfolien 5 sind mehrschichtig aufgebaut. Sie weisen eine Trägerschicht auf, auf der mittels einer Trennschicht eine bildgebende Schicht aufgebracht ist. Die Trennschicht dient dem erleichterten Abheben der bildgebenden Schicht von der Trägerschicht. Die bildgebende Schicht kann z.B. eine metallisierte Schicht oder eine Glanzschicht oder eine Texturschicht oder eine eingefärbte Schicht oder eine ein oder mehrere Bildmuster enthaltende Schicht sein. - Die Folienvorratsrolle 8 ist dem Beschichtungsmodul 2 auf der Seite der Bogenzuführung zugeordnet. Die Folienvorratsrolle 8 weist einen Drehantrieb 7 auf. Der Drehantrieb 7 wird zur kontinuierlichen geregelten Zuführung der Transferfolie 5 zum Beschichtungsmodul 2 benötigt und ist daher steuerbar.
Weiterhin sind im Bereich der Folienzu- und -abführung Leiteinrichtungen 14, wie Umlenk- bzw. Spannwalzen, pneumatisch beaufschlagte Leitmittel, Leitbleche o. ä. vorgesehen. Damit kann die Folienbahn der Transferfolie 5 immer ohne Verzerrungen eben geführt und in gleicher Spannung gegenüber der Presswalze 3 gehalten werden. Die Leiteinrichtungen 14 können auch Hilfsmittel zur Einführung der Transferfolie 5 enthalten. Hierbei können auch automatische Einzugshilfen für die Folienbahn der Transferfolie 5 zum Einsatz kommen. - Auf diese Weise wird die Folienzuführung im Bereich von die Beschichtungseinheit 2 umgebenden Verschutzungen 15 vereinfacht. Die Schutzfunktion der Verschutzungen 15 wird gleichzeitig vollständig aufrecht erhalten.
- Die Transferfolie 5 kann hierbei um die Presswalze 3 herumgeführt werden, wobei die Transferfolie 5 in vorteilhafter Weise nur von einer Seite des Beschichtungsmodules 2 aus zum Pressspalt 6 zu- und abführbar ist (siehe strichlierte Darstellung). Die Folienbahn kann hierbei abweichend von der Darstellung nach
Fig. 1 und abhängig von den Platzverhältnissen auch auf der einen Seite des Beschichtungsmodules 2 in vorteilhafter Weise in dem zuführenden Strang und im abführenden Strang eng parallel zueinander geführt werden.
In einer weiteren Ausführungsform kann die Transferfolie 5 auch im wesentlichen tangential an der Presswalze 3 vorbei oder diese nur in einem kleinen Umfangswinkel umschlingend zum Pressspalt 6 zu- und abgeführt werden. Hierzu wird die Transferfolie 5 von einer Seite des Beschichtungsmodules 2 zugeführt und zur gegenüberliegenden Seite des Beschichtungsmodules 2 abgeführt. - Auf der auslaufseitigen Seite des Druckwerkes ist eine Foliensammelrolle 9 dargestellt. Auf der Foliensammelrolle 9 wird das verbrauchte Folienmaterial wieder aufgewickelt. Auch hier ist für die optimierte Produktion ein Drehantrieb 7 vorzusehen, der steuerbar ist. Im Wesentlichen könnte die Transferfolie 5 auch durch den Drehantrieb 7 auf der Auslaufseite bewegt und auf der Zulaufseite mittels einer Bremse straff gehalten werden. Eine Foliensteuerung ist in diesem Zusammenhang auch mit später genannten Tänzerwalze 18 möglich.
- Für den Transfervorgang der bildgebenden z.B. Nutzschicht von der Transferfolie 5 auf den Druckbogen in dem Transferspalt 6 zwischen der Presswalze 3 und dem Gegendruckzylinder 4 ist wesentlich, dass die Oberfläche der Presswalze 3 also des Drucktuchzylinders bzw. Formzylinders mittels eines kompressiblen, dämpfenden Elementes ausgerüstet ist.
Die Presswalze 3 ist daher mit einer Pressbespannung 10 oder als Walze mit einer entsprechenden Beschichtung versehen. Die Pressbespannung 10 bzw. Pressbeschichtung kann beispielsweise als Kunststoffüberzug, vergleichbar einem Gummituch bzw. Drucktuch, ausgeführt sein. Die Oberfläche der Pressbespannung 10 bzw. Pressbeschichtung ist vorzugsweise sehr glatt. Sie kann auch aus antiadhäsiven Stoffen oder Strukturen gebildet sein. Hierbei kommt beispielsweise eine relative harte Struktur in der Form sehr feiner Kugelkalotten in Frage. Eine Pressbespannung 10 wird auf der Presswalze 3 in einem Zylinderkanal an Spannvorrichtungen gehalten.
Die Pressbespannung 10 kann zur Verbesserung der Übertragungseigenschaften im Transferspalt 6 mit einer gezielte Elastizität ausgestattet sein. Diese kann gegebenenfalls in einer kompressiblen Zwischenschicht wirken. Diese Kompressibilität ist vorzugsweise ähnlich oder geringer als in konventionellen Gummitüchern bzw. Drucktüchern, die an dieser Stelle auch eingesetzt werden können.
Die genannte Kompressibilität kann mittels eines konventionellen kompressiblen Drucktuches hergestellt werden. Weiterhin sind kombinierte Bespannungen aus einem harten Drucktuch und einer weichen Unterlage einsetzbar.
Weiterhin kann direkt auf der Presswalze 3 oder auf der Pressbespannung 10 eine begrenzte Pressfläche vorgesehen sein. Diese kann aus der Oberfläche der Pressbespannung 10 herausgearbeitet sein oder sie kann als Teilfläche aus dem Material der Pressbespannung 10 zusätzlich auf der Presswalze 3 befestigt sein. - Zur Verbesserung der Wirtschaftlichkeit des Beschichtungsverfahrens ist vorgesehen, dass der Folienvorschub der Transferfolie 5 von der Folienvorratsrolle 8 zum Transferspalt 6 und zur Foliensammelrolle 9 derart steuerbar ist, dass so weit als möglich die Transferfolie 5 dann angehalten wird, wenn keine Übertragung der bildgebenden Schicht erfolgen soll:
- Hierzu erfolgt die Steuerung der Transferfolie 5 derart, dass beim Durchlaufen eines Greifers des bogenführenden Gegendruckzylinders 4 aufnehmenden Zylinderkanales der Folienvorschub angehalten wird. Die Greifer halten den Druckbogen auf dem Gegendruckzylinder 4. Die Presswalze 3 weist einen dazu korrespondierenden Zylinderkanal 19 (siehe
Fig. 3 ) auf, in dem eine Pressbespannung 10 gehaltert ist. Im Bereich der korrespondierenden Zylinderkanäle erfolgt keine Pressung der Transferfolie 5 zwischen der Presswalze 3 (Drucktuchzylinder) und dem Gegendruckzylinder 4. Die Presswalze 3 läuft dann an der Transferfolie 5 gleitend weiter, während die Transferfolie 5 zwischen Presswalze 3 und Gegendruckzylinder 4 frei liegend gespannt ist. Dieser Zustand dauert an bis am so genannten Druckanfang der Zylinderkanal 19 endet und die Transferfolie 5 erneut zwischen der Presswalze 3 und dem Gegendruckzylinder 4 unter Einschluss eines Druckbogens eingeklemmt wird. Dann wird die Transferfolie 5 weiter transportiert. Die Taktung des Folienvorschubes kann entsprechend einer notwendigen Beschleunigung bzw. Bremsung der Folienvorratsrolle 8 bzw. Foliensammelrolle 9 etwas früher beginnen bzw. aussetzen als dies die Kanalkanten des Zylinderkanals vorgeben. Bei reaktionsschnellen Taktungssystemen über so genannte Tänzerwalzen 18, wie sie beispielhaft inFigur 1 eingezeichnet sind, ist die Steuerung der Drehantriebe 7 der Folienvorratsrollen 8 bzw. Foliensammelrolle 9 ggf. nicht erforderlich. Mittels der Tänzerwalzen 18 wird ebenfalls die notwendige Folienspannung aufrecht erhalten. - Eine weitere Verbesserung der Folienausnutzung der beschriebenen Art ergibt sich dadurch, dass die Transferfolie 5 in eine oder mehrere Teilfolienbahnen geringerer Breite aufgeteilt wird. Damit kann bei entsprechender Steuerung mit Hilfe der Einrichtung bzw. Einrichtungen zur Taktung des Folienvorschubes jeder der Teilfolienbahnen, die Ausnutzung der Transferfolie 5 auch bei zonal unterschiedlich langen Beschichtungsbereichen innerhalb eines Bogens verbessert werden. Dazu wird jede Teilfolienbahn nur genau in dem Bereich weitergefördert, wo die bildgebende Oberflächenschicht aufzutragen ist. In den nicht zu beschichtenden Bereichen kann jede Teilfolienbahn unabhängig von den anderen Teilfolienbahnen stillgesetzt werden, wobei damit kein unnötiger Folienverbrauch entsteht.
- Weiterhin ist zur Verbesserung des Beschichtungsverfahrens vorgesehen im Bereich des Kleberauftrages und im Bereich des Folienauftrages Trockner 16 vorzusehen. Damit kann, insbesondere mittels UV-Trocknung, die bildmässig aufgetragene Kleberschicht mittels eines ersten Trockners 16 (Zwischentrockner I) vorgetrocknet werden, so dass die Nutzschicht der Transferfolie 5 besser anhaftet. Weiterhin kann die Haftwirkung der aufgeprägten Nutzschicht auf dem Druckbogen mittels Einwirkung eines zweiten Trockners 16 (Zwischentrockner II) verbessert werden, indem die Trocknung des Klebers zusätzlich beschleunigt wird. Schließlich kann die Qualität der Beschichtung mittels einer Inspektions- oder Überwachungseinrichtung 17 nach dem Folienauftrag kontrolliert werden. Hierzu ist die Inspektionseinrichtung 17 auf eine bogenführende Fläche des Beschichtungsmodules 2 nach dem Transferspalt 6 und ggf. abgeschottet von dem Trockner 16 oder auf eine bogenführende Fläche eines dem Beschichtungsmodul 2 nachgeordneten weiteren Bogen führenden Modules gerichtet sein. Der dort vorbeilaufende beschichtete Druckbogen kann so auf Vollständigkeit und Qualität der Beschichtung hin überprüft werden. Als mangelhaft erkannte Druckbogen können markiert oder in einer Sortiereinrichtung als Makulatur ausgesondert werden.
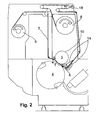
- Gemäß
Fig. 2 kann das Beschichtungsmodul mit Einrichtungen zur Konditionierung der Transferfolie versehen werden, um die Schichtübertragung und das Beschichtungsergebnis zu verbessern. Hierbei kann die Folienbahn 5 mittels der Folienleiteinrichtung 14 beeinflusst werden. - In besonderer Ausgestaltung der Erfindung soll als Oberfläche der Presswalze 3 eine konturierte segmentierte Pressfläche 21 vorgesehen sein. Dazu wird anstatt einer ganzflächigen Pressfläche 20 eine auf einen oder mehrere zu beschichtenden Bereiche begrenzte segmentierte Pressfläche 21 auf der Presswalze 3 eingesetzt.
Die segmentierte Pressfläche 21 kann als isoliertes Flächenelement, als ringförmiges, schmales, die Presswalze 3 umschlingendes Flächenelement, als einer Mantellinie folgendes, einen begrenzten Umfangsabschnitt abdeckendes, über die Breite der Presswalze 3 reichendes Flächenelement oder aber in Form mehrere derartiger Flächenelemente ausgeprägt sein. - Hierfür kann etwa ein ausgeschnittenes Drucktuch, eine bebilderbare Kunststoff-Hochdruckform oder ein auf einer glatten Unterlage vorzugsweise lösbar zu befestigendes, ggf. aufklebbares oder magnetisch anbringbares, Andrucksegment 22 die segmentierte Pressfläche 21 tragend verwendet werden. Ein an seiner Unterseite mit einer magnetischen Haftfläche versehenes Andrucksegment 22 kann z.B. direkt auf der Oberfläche der Presswalze 3 aufgesetzt werden. Andererseits kann auch eine Magnetfolie auf die Oberfläche der Presswalze 3 aufgespannt werden, auf die dann zur Anbringung bzw. Positionierung der segmentierten Pressfläche 21 ein Andrucksegment 22 mit magnetisch haftend ausgerüsteter Rückseite aufsetzbar ist. Die Oberfläche und der innere Aufbau des Andrucksegmentes 22 soll den weiter oben beschriebenen Angaben hinsichtlich Elastizität und Glätte entsprechen. Hierbei kann eine kompressible Unterlage 23 vorgesehen sein, die eine vorzugsweise glatte relativ feste Funktionslage 24 trägt.
- Die Funktion dieser begrenzten segmentierten Pressfläche 21 ist, dass - ähnlich wie beim Durchlauf des Zylinderkanals 19 - die Einklemmung der Transferfolie 5 nur dann gegeben ist, wenn die segmentierte Pressfläche 21 die Transferfolie 5 berührend den Transferspalt 6 durchläuft. Anders ausgedrückt soll die Pressfläche 21 nur da auf die Transferfolie 5 einwirken, wo auch tatsächlich bildgebende Schichten von der Transferfolie 5 auf den Druckbogen zu übertragen sind.
- Damit sind zwei Effekte in dem Beschichtungsmodul erzielbar:
- I. Zunächst kann zur Ausführung einer Folientaktung die Transferfolie 5 in sehr vorteilhafter Weise auch dann im Vorschub angehalten werden, wenn der zu beschichtende Bereich irgendwo innerhalb des Bildbereiches des Druckbogens liegt und noch nicht den Bereich der segmentierten Pressfläche 21 erreicht hat oder der Bereich der segmentierten Pressfläche 21 schon vor dem Ende des zu beschichtenden Bogenbereiches endet. Die Transferfolie 5 muss also nur dann transportiert werden, wenn die segmentierte Pressfläche 21 innerhalb des Transferspaltes 6 zwischen Presswalze 3 und Gegendruckzylinder 4 im Eingriff ist. So kann die Ausnutzung der Transferfolie 5 zwischen den zu beschichtenden Druckbogen fast vollständig erfolgen.
Der Folientransport wird hierbei beim Einsatz einer ringförmigen Pressfläche 21 nur beim Kanaldurchlauf angehalten. Beim Einsatz von Pressflächen 21 in Form einzelner oder mehrerer, zylinderbreiter, über Teilumfänge reichender Segmente kann der Folienvorschub zusätzlich während freier Flächen am Umfang der Presswalze 3 angehalten werden. - II. Eine weitere Verbesserung der Folienausnutzung der beschriebenen Art ergibt sich dadurch, dass die Transferfolie 5 in eine oder mehrere Teilfolienbahnen geringerer Breite aufgeteilt wird. Die ist insbesondere in Verbindung mit der segmentierten Pressfläche 21 von großem Vorteil. Bei einer segmentierten Pressfläche 21 kann die Transferfolie 5 auf die Breite der Pressfläche 21 beschränkt eingesetzt werden. Die Einsparung beim Folienverbrauch ist bedeutend. Die Folienführung im Transferspalt 6 wird durch eine vollflächige Auflage einer schmalen Bahn der Transferfolie 5 auf der segmentierten Pressfläche 21 - zumindest im Transferspalt 6 - deutlich verbessert.
Damit kann bei entsprechender Steuerung mit Hilfe der Einrichtung bzw. Einrichtungen zur Taktung des Folienvorschubes jeder der Teilfolienbahnen, die Ausnutzung der Transferfolie 5 auch bei zonal unterschiedlich langen Beschichtungsbereichen innerhalb eines Bogens verbessert werden. Dazu wird jede Teilfolienbahn nur genau in dem Bereich weitergefördert, wo die bildgebende Oberflächenschicht aufzutragen ist. In den nicht zu beschichtenden Bereichen kann jede Teilfolienbahn unabhängig von den anderen Teilfolienbahnen stillgesetzt werden, wobei damit kein unnötiger Folienverbrauch entsteht. - In Kombination mit dem vorgenannten Verfahren können so auch unterschiedliche Folienarten nebeneinander eingesetzt werden. Damit wird ermöglicht, dass Oberflächen unterschiedlicher Folienfarbe oder unterschiedlicher Glätte oder Struktur erzeugt werden.
-
- 1
- Auftragwerk
- 2
- Beschichtungsmodul
- 3
- Presswalze
- 4
- Gegendruckzylinder
- 5
- Transferfolie / Folienbahn
- 6
- Transferspalt
- 7
- Rollenantrieb
- 8
- Folienvorratsrolle
- 9
- Foliensammelrolle
- 10
- Pressbespannung
- 11
- Farb-/Feuchtwerk
- 12
- Plattenzylinder
- 13
- Drucktuch- / Gummizylinder
- 14
- Folienleiteinrichtung
- 15
- Druckwerksschutz
- 16
- Trockner
- 17
- Inspektionseinrichtung / Überwachungssystem
- 18
- Tänzerwalze
- 19
- Zylinderkanal
- 20
- Pressfläche
- 21
- segmentierte Pressfläche
- 22
- Andrucksegment
- 23
- Unterlage
- 24
- Funktionslage
Claims (8)
- Vorrichtung zum Transfer von bildgebenden Schichten von einer Trägerfolie auf Druckbogen wenigstens mit einem Auftragwerk (1) für eine bildmässige Beschichtung der Druckbogen mit einem Kleber und mit einem Beschichtungsmodul (2) zum Übertragen der bildgebenden Schichten von der Trägerfolie auf den Druckbogen in einem Transferspalt (6) zwischen einem Gegendruckzylinder (4) und einer Presswalze (3), wobei die Trägerfolie mit der beschichteten Seite in Anlage an dem Druckbogen gemeinsam mit diesem durch den Transferspalt (6) führbar ist und dabei die bildgebenden Schichten bildmässig auf den Druckbogen übertragbar sind, und mit einer Einrichtung zur Zuführung der Transferfolie(5) zum Beschichtungswerk (2) und zur Abführung vom Beschichtungswerk (2) mit einem Antrieb zum Bewegen der Transferfolie in Arbeitsrichtung,
wobei der Folienvorschub der Transferfolie (5) mittels einer Einrichtung zur Folienführung derart steuerbar ist, dass der Transport der Transferfolie (5) dann angehalten wird, wenn im Transferspalt (6) des Beschichtungswerkes (2) keine Übertragung einer bildgebenden Schicht auf einen Druckbogen erfolgt.
dadurch gekennzeichnet,
das das Beschichtungsmodul (2) ein Druckwerk oder Lackmodul einer Bogenoffsetdruckmaschine ist, dass die Presswalze (3) ein Drucktuchzylinder des Druckwerkes oder ein Formzylinder des Lackmodules ist, und dass eine Steuerung in Verbindung mit einer Folienführung der Transferfolie (5) derart vorgesehen ist, dass zumindest beim Durchlaufen eines Greifers des Bogen führenden Gegendruckzylinders (4) aufnehmenden Zylinderkanales (19) der Presswalze (3) oder zumindest in Bereich freier Flächen am Umfang der Presswalze (3), die als Oberfläche, eine erhöhte, im Umriss konturierte Pressfläche (21) umfasst, der Folienvorschub angehalten wird, wobei die Presswalze (3) unter weiterer Berührung der Transferfolie (5) gleitend durchläuft. - Vorrichtung nach Anspruch 1,
dadurch gekennzeichnet,
dass auf der Oberfläche der Presswalze (3) ein ausgeschnittenes Drucktuch oder eine entsprechend ein entsprechend dem zu beschichtenden Bereich konturierten Pressfläche (13) bearbeitete Kunststoff-Hochdruckform passgerecht zur zu beschichtenden Fläche des Druckbogens angeordnet ist. - Vorrichtung nach Anspruch 1 oder 2,
dadurch gekennzeichnet,
dass auf der Oberfläche der Presswalze (3) oder auf einer Bespannung (10) der Presswalze (3) ein entsprechend dem zu beschichtenden Bereich konturiertes, aufklebbares oder anderweitig, bevorzugt lösbar, befestigbares wie z.B. magnetisch gehaltertes Andrucksegment (22) zur Bildung einer segmentierten Pressfläche (21) vorgesehen ist. - Vorrichtung nach Anspruch 1 bis 3,
dadurch gekennzeichnet,
dass die Transferfolie (5) in eine oder mehrere Teilfolienbahnen geringerer Breite aufgeteilt wird und das die Teilfolienbahnen positioniert und nebeneinander dem Transferspalt (6) zugeführt werden. - Verfahren zum Beschichten von Druckbogen in einer Bogen verarbeitenden Maschine unter Verwendung einer aus bildgebenden Schichten und einer Trägerfolie gebildeten Transferfolie (5) zum Transfer von bildgebenden Schichten von der Trägerfolie auf die Druckbogen mit den Schritten,- dass wenigstens mit einem Auftragwerk (1) eine bildmässige Beschichtung eines Druckbogens mit einem Kleber erfolgt, und- dass in einem Beschichtungsmodul (2) eine Transferfolie (5) eingesetzt wird, in deren bildgebenden Schichten auf der Trägerfolie Bildelemente (21) derart angeordnet sind, dass deren Bildseite auf der Trägerfolie haftend angeordnet sind,- dass mittels eines Beschichtungsmodules (2) ein Übertragen der bildgebenden Schichten bzw. Bildelemente (21) von der Trägerfolie auf den Druckbogen erfolgt, wobei in dem Beschichtungsmodul (2) ein Gegendruckzylinder (4) und eine Presswalze (3) einen gemeinsamen Transferspalt (6) bilden,- wobei die Transferfolie (5) durch den Transferspalt (6) führbar ist, derart, dass sie mit der beschichteten Seite auf den auf dem Gegendruckzylinder (4) geführten Druckbogen aufgelegt und unter Druck gemeinsam mit dem Druckbogen durch den Transferspalt (6) geführt wird,- wobei die bildgebenden Schicht/-en bzw. Bildelemente 821) nach dem Austritt des Druckbogens aus dem Transferspalt (6) im Bereich der mit Kleber versehenen bildmässigen Bereiche oberflächenkonform auf dem Druckbogen haftet und von der Trägerfolie abgehoben wird, und- dass die Transferfolie (5) im Transferspalt (6) nur im Bereich der bildmässigen Beschichtung/-en gegen den Druckbogen angedrückt wird.
dadurch gekennzeichnet,- dass die Transferfolie (5) in einem Druckwerk oder Lackmodul einer Bogenoffsetdruckmaschine über einen Drucktuchzylinder des Druckwerkes als Presswalze (3) oder einen Formzylinder des Lackmodules als Presswalze (3) dem Druckbogen zugeführt wird, und- dass auf der Presswalze (3) ein oder mehrere Andrucksegmente (22) angebracht werden, die eine Pressfläche (21) aufweisen, deren Fläche an die Flächenausdehnung der bildmässigen Beschichtungen angepasst ist, und- dass die Transferfolie (5), axial zur Presswalze (3) gesehen, lediglich im Bereich von mit Pressflächen (21) versehenen Achsabschnitten dem Transferspalt (6) zugeführt wird. - Verfahren nach Anspruch 5,
dadurch gekennzeichnet,
dass die Transferfolie (5) in Form von Teilfolienbahnen in den Achsabschnitten dem Transferspalt (6) zugeführt wird, in denen eine Belegung mit Pressflächen (21) vorliegt. - Verfahren nach Anspruch 5, dadurch gekennzeichnet,
dass auf der Presswalze (3) ein oder mehrere Andrucksegmente (22) angebracht werden, die eine Pressfläche (21) aufweisen, deren Fläche an die Flächenausdehnung der bildmäßigen Beschichtungen angepasst ist, und dass Transferfolie (5), in Umfangsrichtung zur Presswalze (3) gesehen, lediglich im Bereich von mit Pressflächen (21) versehenen Umfangsabschnitten dem Transferspalt (6) zugeführt wird,
wobei die Transferfolie (5) dem Transferspalt (6) schrittweise in den Achsabschnitten zugeführt wird, in denen eine Belegung mit Pressflächen (21) vorliegt. - Verfahren nach Anspruch 5 bis 7, dadurch gekennzeichnet,
dass der Druckbogen in einem oder mehreren Druckwerken nach der Beschichtung mittels der Transferfolie (5) mit einem ein- oder mehrfarbigen Druckbild versehen wird.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL05733320T PL1737664T3 (pl) | 2004-04-13 | 2005-04-13 | Urządzenie do wytłaczania |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102004018306 | 2004-04-13 | ||
| DE102004021102 | 2004-04-29 | ||
| PCT/EP2005/003876 WO2005100035A2 (de) | 2004-04-13 | 2005-04-13 | Prägevorrichtung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1737664A2 EP1737664A2 (de) | 2007-01-03 |
| EP1737664B1 true EP1737664B1 (de) | 2011-07-27 |
Family
ID=34963400
Family Applications (6)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05733318A Not-in-force EP1737663B1 (de) | 2004-04-13 | 2005-04-13 | Prägevorrichtung mit zusatzeinrichtung |
| EP05728954A Revoked EP1737658B1 (de) | 2004-04-13 | 2005-04-13 | Verfahren zum folienauftrag |
| EP09177833.2A Active EP2156952B2 (de) | 2004-04-13 | 2005-04-13 | Druckmaschine mit Prägeeinrichtung |
| EP05731907A Not-in-force EP1737661B1 (de) | 2004-04-13 | 2005-04-13 | Druckmaschine mit prägeeinrichtung |
| EP05733320A Active EP1737664B1 (de) | 2004-04-13 | 2005-04-13 | Prägevorrichtung |
| EP05733263A Withdrawn EP1737662A2 (de) | 2004-04-13 | 2005-04-13 | Erzeugung von bildelementen |
Family Applications Before (4)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05733318A Not-in-force EP1737663B1 (de) | 2004-04-13 | 2005-04-13 | Prägevorrichtung mit zusatzeinrichtung |
| EP05728954A Revoked EP1737658B1 (de) | 2004-04-13 | 2005-04-13 | Verfahren zum folienauftrag |
| EP09177833.2A Active EP2156952B2 (de) | 2004-04-13 | 2005-04-13 | Druckmaschine mit Prägeeinrichtung |
| EP05731907A Not-in-force EP1737661B1 (de) | 2004-04-13 | 2005-04-13 | Druckmaschine mit prägeeinrichtung |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05733263A Withdrawn EP1737662A2 (de) | 2004-04-13 | 2005-04-13 | Erzeugung von bildelementen |
Country Status (9)
| Country | Link |
|---|---|
| US (5) | US20070243322A1 (de) |
| EP (6) | EP1737663B1 (de) |
| JP (3) | JP4980886B2 (de) |
| AT (5) | ATE517745T1 (de) |
| DE (6) | DE102005011571A1 (de) |
| DK (3) | DK1737661T3 (de) |
| ES (2) | ES2330121T3 (de) |
| PL (3) | PL1737661T3 (de) |
| WO (5) | WO2005100024A1 (de) |
Families Citing this family (60)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102005011571A1 (de) * | 2004-04-13 | 2005-11-17 | Man Roland Druckmaschinen Ag | Prägeeinrichtung für Wellpappe in einer Bogendruckmaschine |
| EP1700693A3 (de) | 2005-03-10 | 2010-03-24 | manroland AG | Prägeverfahren und entsprechende Einrichtung für Bedruckstoffe mit strukturierter Oberfläche in einer Bogendruckmaschine |
| EP1700694A3 (de) * | 2005-03-10 | 2010-03-17 | manroland AG | Prägeverfahren für Wellpappe in einer Bogendruckmaschine und entsprechende Einrichtung |
| PL1700692T3 (pl) | 2005-03-10 | 2016-05-31 | manroland sheetfed GmbH | Urządzenie do transferu warstw nadających obraz z folii nośnej na arkusze drukarskie |
| EP1700695A3 (de) * | 2005-03-11 | 2010-03-17 | manroland AG | Prägeeinrichtung für Produktsicherungen in einer Bogendruckmaschine und Verfahren hierfür |
| DE102005026127B4 (de) | 2005-06-07 | 2007-02-08 | Koenig & Bauer Ag | Druckmaschine und ein Verfahren zur Herstellung eines Druckerzeugnisses |
| DE102005037496A1 (de) * | 2005-08-09 | 2007-02-15 | Man Roland Druckmaschinen Ag | Überwachungseinrichtung einer Folienführung |
| DE102005054349B4 (de) | 2005-11-15 | 2021-11-04 | manroland sheetfed GmbH | Verfahren und Vorrichtung zur Kennzeichnung von Bogenmaterial in einer Verarbeitungsmaschine |
| DE102005060589A1 (de) | 2005-12-17 | 2007-06-21 | Man Roland Druckmaschinen Ag | Kaschieren mittels einer Prägeeinrichtung |
| DE102006056901A1 (de) | 2005-12-27 | 2007-07-05 | Man Roland Druckmaschinen Ag | Prägebeschichtung für Folienbedruckstoffe |
| DE102006048523A1 (de) | 2005-12-27 | 2007-08-02 | Man Roland Druckmaschinen Ag | Überdruckbare Prägebeschichtung |
| DE102006056896A1 (de) * | 2005-12-27 | 2007-06-28 | Man Roland Druckmaschinen Ag | Folienführung in einer Prägeeinrichtung |
| JP2007176174A (ja) * | 2005-12-27 | 2007-07-12 | Man Roland Druckmas Ag | フォイル被印刷物のためのエンボス箔コーティング装置 |
| DE102005062498A1 (de) * | 2005-12-27 | 2007-07-05 | Man Roland Druckmaschinen Ag | Verfahren zum Kaltfolienprägen |
| DE102006002302A1 (de) * | 2006-01-18 | 2007-07-19 | Man Roland Druckmaschinen Ag | Bogendruckmaschine |
| DE102006002312B4 (de) * | 2006-01-18 | 2023-11-16 | manroland sheetfed GmbH | Bogendruckmaschine |
| DE102006009633A1 (de) * | 2006-03-02 | 2007-09-06 | Heidelberger Druckmaschinen Ag | Folientransfervorrichtung mit variabler Folienbahnführung |
| DE102006015474A1 (de) | 2006-03-31 | 2007-10-04 | Heidelberger Druckmaschinen Ag | Folientransferwerk mit integrierter Weiterverarbeitungseinrichtung |
| DE102006015466A1 (de) | 2006-03-31 | 2007-10-04 | Heidelberger Druckmaschinen Ag | Folientransferwerk mit Friktionswelle |
| DE102006044957A1 (de) | 2006-04-01 | 2007-10-04 | Man Roland Druckmaschinen Ag | Prägebeschichtung für steif-elastische Bedruckstoffe |
| DE102006015249A1 (de) * | 2006-04-01 | 2007-10-04 | Man Roland Druckmaschinen Ag | Druckmaschine mit Prägeeinrichtung |
| DE102006015257A1 (de) * | 2006-04-01 | 2007-10-04 | Man Roland Druckmaschinen Ag | Bildhaftes Transferdruckverfahren |
| DE102007010204A1 (de) * | 2006-04-03 | 2007-10-04 | Man Roland Druckmaschinen Ag | Prägefolieneinrichtung |
| DE102006033926A1 (de) * | 2006-07-21 | 2008-01-24 | Man Roland Druckmaschinen Ag | Beschichten mittels einer Prägeeinrichtung |
| DE102006041220A1 (de) * | 2006-09-02 | 2008-03-06 | Koenig & Bauer Aktiengesellschaft | Druckmaschine mit einer Vorrichtung zum Übertragen von bildgebenden Transferschichten |
| US7776628B2 (en) | 2006-11-16 | 2010-08-17 | International Business Machines Corporation | Method and system for tone inverting of residual layer tolerant imprint lithography |
| ATE479545T1 (de) * | 2006-12-20 | 2010-09-15 | Manroland Ag | Modulare folieneinheit |
| US20100078121A1 (en) * | 2006-12-23 | 2010-04-01 | Man Roland Druckmaschinen Ag | Multi-color printing machine with film-transfer device |
| DE102006061663A1 (de) * | 2006-12-27 | 2008-07-03 | Man Roland Druckmaschinen Ag | Bogendruckmaschine mit Folientransfereinrichtung |
| DE202007004213U1 (de) * | 2007-03-22 | 2007-05-24 | Man Roland Druckmaschinen Ag | Vorrichtung zum Übertragen von bildgebenden Schichten |
| DE102008013322A1 (de) * | 2007-03-30 | 2008-10-02 | Heidelberger Druckmaschinen Ag | Druckwerk einer Bedruckstoff verarbeitenden Maschine |
| DE102008000743B4 (de) * | 2007-04-25 | 2013-05-08 | manroland sheetfed GmbH | Folienführung in einem Kaltfolienaggregat |
| US20080295969A1 (en) * | 2007-05-31 | 2008-12-04 | Komori Corporation | Foil transfer apparatus |
| JP5450967B2 (ja) * | 2007-05-31 | 2014-03-26 | 株式会社小森コーポレーション | 箔転写装置 |
| JP2009006702A (ja) * | 2007-05-31 | 2009-01-15 | Komori Corp | 箔転写装置 |
| JP5284603B2 (ja) | 2007-05-31 | 2013-09-11 | 株式会社小森コーポレーション | 枚葉印刷機 |
| ATE517746T1 (de) * | 2007-08-09 | 2011-08-15 | Manroland Ag | Plasmabehandlung beim drucken |
| EP2028001B1 (de) * | 2007-08-20 | 2010-10-13 | Zhongrong Li | Kombinierte Vorrichtung für Laserbildübertragungsdruck und lithographische Kaltstempelung |
| JP4982313B2 (ja) * | 2007-09-20 | 2012-07-25 | リョービ株式会社 | 転写用フィルムの巻取り方法及び印刷用紙への転写装置 |
| JP5080916B2 (ja) * | 2007-09-20 | 2012-11-21 | リョービ株式会社 | 枚葉紙への転写方法 |
| DE102008044090A1 (de) * | 2007-12-12 | 2009-06-25 | Manroland Ag | Betrieb eines Kaltfolienaggregates mit Kleberauftrag |
| DE102007061397A1 (de) | 2007-12-19 | 2009-06-25 | Koenig & Bauer Aktiengesellschaft | Druckmaschine mit einer Vorrichtung zum Transfer von bildgebenden Schichten von einer Transferfolie auf Bogen und ein hierfür geeignetes Verfahren |
| DE102008021318A1 (de) * | 2008-04-29 | 2009-11-05 | Heidelberger Druckmaschinen Ag | Vorrichtung zum Veredeln und Stanzen |
| CN101590715B (zh) * | 2008-05-27 | 2013-03-06 | 海德堡印刷机械股份公司 | 薄膜节拍装置 |
| DE102009030581A1 (de) | 2008-07-21 | 2010-01-28 | Heidelberger Druckmaschinen Ag | Verfahren zum Erzeugen einer Markierung auf einem Substrat für ein Druckprodukt |
| DE102009001221A1 (de) | 2009-02-27 | 2010-09-02 | Evonik Degussa Gmbh | Druckverfahren zur Herstellung individualisierter elektrischer und/oder elektronischer Strukturen |
| US8458907B1 (en) * | 2009-04-17 | 2013-06-11 | Pre-Insulated Metal Technologies LLC | Method and apparatus for exterior surface treatment of insulated structural steel panels |
| EP2272480A1 (de) | 2009-07-10 | 2011-01-12 | Chichun Wu | Massagevorrichtung mit Sperrmechanismus |
| US9694573B2 (en) | 2010-12-17 | 2017-07-04 | Diversified Graphic Machinery | Cold foil printing system and method |
| LT2729562T (lt) | 2011-07-06 | 2018-07-25 | Cell Therapy Limited | Mezodermos ląstelių linijos kamieninės ląstelės |
| DE102012008552A1 (de) * | 2012-04-30 | 2013-11-14 | Heidelberger Druckmaschinen Ag | Vorrichtung zum Bedrucken eines Objekts mit Druckfarbe |
| US9238359B2 (en) * | 2013-03-14 | 2016-01-19 | Esko-Graphics Imaging Gmbh | Method and apparatus for attaching flexographic and metal back plates on an imaging cylinder |
| DE102013007702A1 (de) * | 2013-05-03 | 2014-11-06 | Heidelberger Druckmaschinen Ag | Verfahren und Vorrichtung zum Drucken elektrischer oder elektronischer Stukturen mittels Kaltfolientransfer |
| JP6313679B2 (ja) * | 2014-07-18 | 2018-04-18 | 株式会社小森コーポレーション | 箔転写装置 |
| DE102015203196A1 (de) * | 2015-02-23 | 2016-08-25 | Krones Ag | Vorrichtung zum Aufbringen von Dekorationselementen auf Behälter |
| JP6784104B2 (ja) * | 2016-09-06 | 2020-11-11 | コニカミノルタ株式会社 | 箔押しシステム及び箔押し制御方法並びに箔押し制御プログラム |
| JP6862265B2 (ja) * | 2017-04-28 | 2021-04-21 | キヤノン株式会社 | 画像形成装置、制御方法及びプログラム |
| US10759154B2 (en) * | 2018-02-08 | 2020-09-01 | Hewlett-Packard Development Company, L.P. | Foil deposition |
| CN110757964A (zh) * | 2019-11-29 | 2020-02-07 | 汕头东风印刷股份有限公司 | 一种滚动数字印刷装置 |
| CN113276581B (zh) | 2020-02-19 | 2023-02-24 | 海德堡印刷机械股份公司 | 通过传递障碍层来制造高光泽的印刷品的印刷方法 |
Family Cites Families (59)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2171259A (en) * | 1933-04-15 | 1939-08-29 | Scott Clyde | Process for welding film |
| DE831845C (de) | 1950-10-07 | 1952-02-18 | Continental Gummi Werke Ag | Gummidrucktuch |
| US3983287A (en) * | 1971-11-22 | 1976-09-28 | Minnesota Mining And Manufacturing Company | Compressible printing blanket |
| US3858977A (en) * | 1972-01-18 | 1975-01-07 | Canadian Patents Dev | Optical interference authenticating means |
| GB1574908A (en) | 1977-05-24 | 1980-09-10 | Plastotype Ltd | Printing apparatus |
| US4245555A (en) * | 1978-09-11 | 1981-01-20 | Research Laboratories Of Australia Pty Limited | Electrostatic transfer process for producing lithographic printing plates |
| JPS5692064A (en) * | 1979-12-26 | 1981-07-25 | Ryobi Insatsuki Hanbai Kk | Printing method |
| US4369082A (en) * | 1980-07-08 | 1983-01-18 | The Meyercord Co. | Method and apparatus for applying decals to articles |
| DE3029521A1 (de) * | 1980-08-04 | 1982-03-04 | Helmuth 2058 Lauenburg Schmoock | Schaltung mit aufgedruckten leiterbahnen und verfahren zu deren herstellung |
| JPS59157822U (ja) * | 1983-04-08 | 1984-10-23 | 宮腰機械製作株式会社 | 輪転印刷機の後処理装置 |
| IL73386A0 (en) | 1984-01-09 | 1985-01-31 | Stauffer Chemical Co | Transfer laminate and method of forming an electrical circuit pattern therewith |
| DE3511146A1 (de) * | 1985-03-27 | 1986-10-02 | Heinz Deuschle Graphische Werkstätten GmbH, 7320 Göppingen | Verfahren und vorrichtung zur uebertragung optisch wirksamer teile einer folienschicht auf einen bedruckstoff |
| CA2014649A1 (en) | 1989-08-22 | 1991-02-22 | Frank L. Cloutier | Method for forming conductive traces on a substrate |
| JPH03106686A (ja) * | 1989-09-21 | 1991-05-07 | Tahara Hakuoshiki Seisakusho:Kk | 箔押機の箔送り装置 |
| DE59008083D1 (de) * | 1989-12-21 | 1995-02-02 | Landis & Gyr Tech Innovat | Vorrichtung zum Aufkleben von Marken aus einer Prägefolie. |
| DE4002979A1 (de) * | 1990-02-01 | 1991-08-08 | Gao Ges Automation Org | Wertpapier mit optisch variablem sicherheitselement |
| AU650636B2 (en) * | 1990-02-05 | 1994-06-30 | Molins Plc | Image applying method and apparatus |
| FR2672008B1 (fr) | 1991-01-29 | 1994-09-02 | Cros Jean Pierre | Materiau pour impression et procede et installation d'impression au moyen de ce materiau. |
| FR2672240B1 (fr) * | 1991-01-31 | 1993-08-20 | Heidelberger Druckmasch Ag | Machine rotative offset a feuilles avec plusieurs groupes d'impression pour papier et carton. |
| DE4110801C1 (de) * | 1991-04-04 | 1992-05-27 | Kurt 4040 Neuss De Lappe | |
| US5250758A (en) * | 1991-05-21 | 1993-10-05 | Elf Technologies, Inc. | Methods and systems of preparing extended length flexible harnesses |
| US5318660A (en) * | 1992-05-01 | 1994-06-07 | Kensol-Olsenmark, Inc. | Method and apparatus for generating hot stamped single and multi-color images |
| US5466328A (en) * | 1992-08-31 | 1995-11-14 | Fuji Xerox Co., Ltd. | Recorded sheet processing unit for image forming apparatus |
| WO1994013749A1 (en) * | 1992-12-14 | 1994-06-23 | Bank Of Canada | Thin film security device (tfsd) application process and adhesive therefor |
| US5603259A (en) * | 1993-08-31 | 1997-02-18 | Crown Roll Leaf, Inc. | In-line cold foil transfer process and apparatus |
| US5697297A (en) * | 1994-04-28 | 1997-12-16 | Nilpeter A/S | Interchangeable different printing technologies modules for a web printing assembly |
| US5607533A (en) * | 1994-06-03 | 1997-03-04 | Fuji Photo Film Co., Ltd. | Method for preparation of printing plate by electrophotographic process and apparatus for use therein |
| US5587037A (en) * | 1994-11-23 | 1996-12-24 | Custom Graphics | Multi-layer sheet material having a refractive surface and method for making same |
| US6435086B1 (en) * | 1995-05-04 | 2002-08-20 | Howard W. DeMoore | Retractable inking/coating apparatus having ferris movement between printing units |
| DE19611559A1 (de) * | 1996-03-23 | 1997-09-25 | Koenig & Bauer Albert Ag | Bogenverarbeitungsmaschine |
| JPH10754A (ja) * | 1996-06-17 | 1998-01-06 | Shinohara Tekkosho:Kk | 枚葉式印刷機の版胴 |
| US5832831A (en) * | 1996-08-30 | 1998-11-10 | Venture Tape Corp. | Ferromagnetic adhesive foil for printing applications |
| US5891289A (en) * | 1996-09-16 | 1999-04-06 | Zemel; Richard S. | Method of transferring metal leaf to a substrate |
| DE69703783T2 (de) * | 1996-10-28 | 2001-04-19 | Hans E Ruprecht Holding Ag Kra | Vorrichtung an einer Druckmaschine zum Perforieren, Stanzen, Schneiden, Rillen und partiellen Lackieren oder zum Drucken von Umschlägen |
| US6170881B1 (en) * | 1997-02-03 | 2001-01-09 | Serigraph, Inc. | Pseudo three-dimensional image display and method of manufacturing including reflective monochrome or holographic roll leafing |
| US5964975A (en) * | 1997-08-18 | 1999-10-12 | Trine Labeling Systems, Inc. | Method and apparatus of labeling cylindrical articles with label having formed curl |
| GB2353532B (en) * | 1998-03-23 | 2001-08-01 | Api Foils Ltd | Hot dieless foiling |
| JP2000025201A (ja) * | 1998-07-08 | 2000-01-25 | Nakamori Kogyo Kk | 連続式箔転写機 |
| DE69903603T2 (de) * | 1998-09-08 | 2003-08-14 | Kba Giori Sa | Sicherheitsdruckmaschine für Wertpapiere |
| GB9917442D0 (en) * | 1999-07-23 | 1999-09-29 | Rue De Int Ltd | Security device |
| EP1210232A1 (de) * | 1999-09-07 | 2002-06-05 | Breger Emballages S.A. | Transferdruckvorrichtung zum vergolden |
| DE20006513U1 (de) | 2000-04-08 | 2000-07-13 | Roland Man Druckmasch | Bogen-Rotationsdruckmaschine |
| GB2368313B (en) | 2000-10-28 | 2004-03-03 | Blockfoil Group Ltd | Cold foil stamping |
| US6979487B2 (en) * | 2001-03-27 | 2005-12-27 | Serigraph Inc. | Glossy printed article and method of manufacturing same |
| US6811863B2 (en) * | 2001-07-20 | 2004-11-02 | Brite Ideas, Inc. | Anti-marking coverings for printing presses |
| DE10137165A1 (de) * | 2001-07-30 | 2003-02-27 | Heidelberger Druckmasch Ag | Vorrichtung zum fliegenden mechanischen Bearbeiten von blattförmigen Bedruckstoffen |
| ATE508869T1 (de) * | 2002-08-19 | 2011-05-15 | Bobst Sa | Rotationspresse zum anbringen von einem bild auf ein substrat |
| US6909444B2 (en) * | 2002-09-09 | 2005-06-21 | Dai Nippon Printing Co., Ltd. | Transfer ribbon, image expressing medium and method for production of them |
| JP2004101834A (ja) | 2002-09-09 | 2004-04-02 | Dainippon Printing Co Ltd | 画像表示媒体、及びその製造方法 |
| JP2004148658A (ja) * | 2002-10-30 | 2004-05-27 | Kyocera Mita Corp | Ledアレイ露光装置及びそれを備えた画像形成装置 |
| DE10251781A1 (de) | 2002-11-05 | 2004-05-19 | Giesecke & Devrient Gmbh | Sicherheitselement und Verfahren zu seiner Herstellung |
| EP1699637B2 (de) | 2003-08-01 | 2017-12-27 | manroland web systems GmbH | Verfahren zum zusätzlichen bedrucken mit elektrischer leitfähigkeit |
| CN100453315C (zh) * | 2003-11-14 | 2009-01-21 | 拉佩·库特 | 组合印刷的方法及设备 |
| DE102005011571A1 (de) * | 2004-04-13 | 2005-11-17 | Man Roland Druckmaschinen Ag | Prägeeinrichtung für Wellpappe in einer Bogendruckmaschine |
| DE502005008481D1 (de) * | 2004-04-13 | 2009-12-24 | Manroland Ag | Unterlage für prägevorrichtung |
| US7402223B2 (en) * | 2004-09-30 | 2008-07-22 | Innovative Adhesives, Llc | Printed articles and methods and systems of producing same |
| DE102006009633A1 (de) * | 2006-03-02 | 2007-09-06 | Heidelberger Druckmaschinen Ag | Folientransfervorrichtung mit variabler Folienbahnführung |
| DE102006038798A1 (de) * | 2006-07-31 | 2008-02-07 | Heidelberger Druckmaschinen Ag | Folientransferwerk mit Materialaufbringeinrichtung |
| ATE479545T1 (de) * | 2006-12-20 | 2010-09-15 | Manroland Ag | Modulare folieneinheit |
-
2005
- 2005-03-10 DE DE102005011571A patent/DE102005011571A1/de active Pending
- 2005-03-10 DE DE102005011570A patent/DE102005011570A1/de not_active Withdrawn
- 2005-03-10 DE DE102005011568A patent/DE102005011568A1/de not_active Withdrawn
- 2005-03-11 DE DE102005011697A patent/DE102005011697A1/de not_active Withdrawn
- 2005-04-13 US US11/578,389 patent/US20070243322A1/en not_active Abandoned
- 2005-04-13 WO PCT/EP2005/003877 patent/WO2005100024A1/de active Application Filing
- 2005-04-13 AT AT05733320T patent/ATE517745T1/de active
- 2005-04-13 EP EP05733318A patent/EP1737663B1/de not_active Not-in-force
- 2005-04-13 ES ES05728954T patent/ES2330121T3/es active Active
- 2005-04-13 ES ES05731907T patent/ES2333535T3/es active Active
- 2005-04-13 DK DK05731907.1T patent/DK1737661T3/da active
- 2005-04-13 EP EP05728954A patent/EP1737658B1/de not_active Revoked
- 2005-04-13 PL PL05731907T patent/PL1737661T3/pl unknown
- 2005-04-13 EP EP09177833.2A patent/EP2156952B2/de active Active
- 2005-04-13 AT AT05731907T patent/ATE451238T1/de active
- 2005-04-13 DK DK05733320.5T patent/DK1737664T3/da active
- 2005-04-13 AT AT09177833T patent/ATE533627T1/de active
- 2005-04-13 JP JP2007507740A patent/JP4980886B2/ja not_active Expired - Fee Related
- 2005-04-13 US US11/578,085 patent/US8960087B2/en not_active Expired - Fee Related
- 2005-04-13 DK DK05728954.8T patent/DK1737658T3/da active
- 2005-04-13 JP JP2007507741A patent/JP2007532352A/ja active Pending
- 2005-04-13 WO PCT/EP2005/003881 patent/WO2005100036A2/de active Application Filing
- 2005-04-13 AT AT05733318T patent/ATE517744T1/de active
- 2005-04-13 US US11/578,318 patent/US8087440B2/en not_active Expired - Fee Related
- 2005-04-13 WO PCT/EP2005/003880 patent/WO2005100027A1/de not_active Application Discontinuation
- 2005-04-13 US US11/578,483 patent/US8201605B2/en not_active Expired - Fee Related
- 2005-04-13 EP EP05731907A patent/EP1737661B1/de not_active Not-in-force
- 2005-04-13 PL PL05733320T patent/PL1737664T3/pl unknown
- 2005-04-13 AT AT05728954T patent/ATE444166T1/de active
- 2005-04-13 DE DE502005008674T patent/DE502005008674D1/de active Active
- 2005-04-13 EP EP05733320A patent/EP1737664B1/de active Active
- 2005-04-13 EP EP05733263A patent/EP1737662A2/de not_active Withdrawn
- 2005-04-13 WO PCT/EP2005/003879 patent/WO2005100026A1/de active Application Filing
- 2005-04-13 WO PCT/EP2005/003876 patent/WO2005100035A2/de active Application Filing
- 2005-04-13 PL PL05728954T patent/PL1737658T3/pl unknown
- 2005-04-13 DE DE502005008240T patent/DE502005008240D1/de active Active
-
2011
- 2011-02-10 JP JP2011027058A patent/JP2011140227A/ja not_active Withdrawn
- 2011-10-18 US US13/276,104 patent/US8834659B2/en not_active Expired - Fee Related
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1737664B1 (de) | Prägevorrichtung | |
| EP1737665B1 (de) | Bogenoffsetdruckmaschine mit einer prägevorrichtung | |
| EP1737659B1 (de) | Unterlage für prägevorrichtung | |
| EP1803563B1 (de) | Verfahren zum Kaltfolienprägen | |
| DE102005008940C5 (de) | Vorrichtung zum Prägefoliendruck | |
| EP1737660B1 (de) | Vorrichtung zum prägefoliendruck | |
| EP1700692B1 (de) | Vorrichtung zum Transfer bildgebender Schichten von einer Trägerfolie auf Druckbogen | |
| WO2007115641A1 (de) | Druckmaschine mit prägeeinrichtung | |
| DE102005011696A1 (de) | Prägeeinrichtung mit Folienbehandlung in einer Bogendruckmaschine | |
| EP1700696B1 (de) | Prägeeinrichtung mit Folienbehandlung in einer Bogendruckmaschine | |
| EP1700695A2 (de) | Prägeeinrichtung für Produktsicherungen in einer Bogendruckmaschine und Verfahren hierfür | |
| EP1674260B1 (de) | Verfahren zum Kaschieren | |
| DE102004063189A1 (de) | Beschichtungseinrichtung für Kaltfolienprägung | |
| EP1700694A2 (de) | Prägeverfahren für Wellpappe in einer Bogendruckmaschine und entsprechende Einrichtung | |
| EP1700693A2 (de) | Prägeverfahren und entsprechende Einrichtung für Bedruckstoffe mit strukturierter Oberfläche in einer Bogendruckmaschine | |
| DE102007051790A1 (de) | Einrichtung zur Folienbeschichtung | |
| DE102007014564A1 (de) | Folientransfer mit integrierter Trocknung | |
| EP1938984A2 (de) | Bogendruckmaschine mit Folientransfereinrichtung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20061113 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: MANROLAND AG |
|
| 17Q | First examination report despatched |
Effective date: 20100205 |
|
| GRAC | Information related to communication of intention to grant a patent modified |
Free format text: ORIGINAL CODE: EPIDOSCIGR1 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502005011684 Country of ref document: DE Effective date: 20110915 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111128 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110727 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111127 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110727 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111028 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110727 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110727 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110727 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110727 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110727 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110727 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110727 |
|
| 26 | Opposition filed |
Opponent name: HEIDELBERGER DRUCKMASCHINEN AG Effective date: 20120427 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502005011684 Country of ref document: DE Owner name: MANROLAND SHEETFED GMBH, DE Free format text: FORMER OWNER: MANROLAND AG, 63075 OFFENBACH, DE Effective date: 20120509 Ref country code: DE Ref legal event code: R081 Ref document number: 502005011684 Country of ref document: DE Owner name: MANROLAND SHEETFED GMBH, DE Free format text: FORMER OWNER: MAN ROLAND DRUCKMASCHINEN AG, 63075 OFFENBACH, DE Effective date: 20110727 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20120413 Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 502005011684 Country of ref document: DE Effective date: 20120427 |
|
| 29U | Proceedings interrupted after grant according to rule 142 epc |
Effective date: 20120428 |
|
| 29W | Proceedings resumed after grant [after interruption of proceedings according to rule 142 epc] |
Effective date: 20121203 |
|
| BERE | Be: lapsed |
Owner name: MANROLAND A.G. Effective date: 20120430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120430 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120413 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120430 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: MANROLAND SHEETFED GMBH |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120414 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: SD Effective date: 20130328 |
|
| PLAF | Information modified related to communication of a notice of opposition and request to file observations + time limit |
Free format text: ORIGINAL CODE: EPIDOSCOBS2 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111107 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP Owner name: MANROLAND SHEETFED GMBH, DE Effective date: 20130403 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E Free format text: REGISTERED BETWEEN 20130411 AND 20130417 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111027 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: PC Ref document number: 517745 Country of ref document: AT Kind code of ref document: T Owner name: MANROLAND SHEETFED GMBH, DE Effective date: 20130906 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120413 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050413 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20150324 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20150420 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20150420 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20150421 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130413 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R100 Ref document number: 502005011684 Country of ref document: DE |
|
| PLCK | Communication despatched that opposition was rejected |
Free format text: ORIGINAL CODE: EPIDOSNREJ1 |
|
| PLBN | Opposition rejected |
Free format text: ORIGINAL CODE: 0009273 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: OPPOSITION REJECTED |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| 27O | Opposition rejected |
Effective date: 20151029 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP Effective date: 20160430 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20160501 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 517745 Country of ref document: AT Kind code of ref document: T Effective date: 20160413 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160413 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 13 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160413 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20180419 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20180420 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20180418 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20190413 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190430 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190430 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190413 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190430 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230530 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20220727 Year of fee payment: 19 |